Laser and laser pattern projectors for true to scale positioning
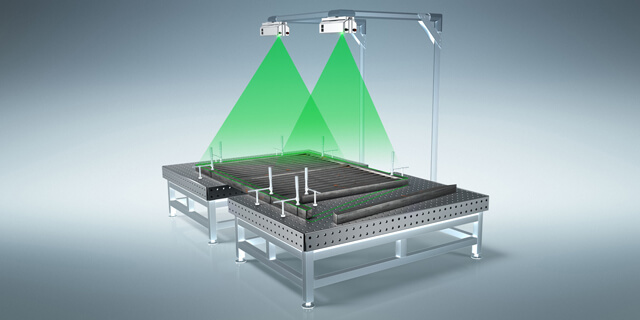
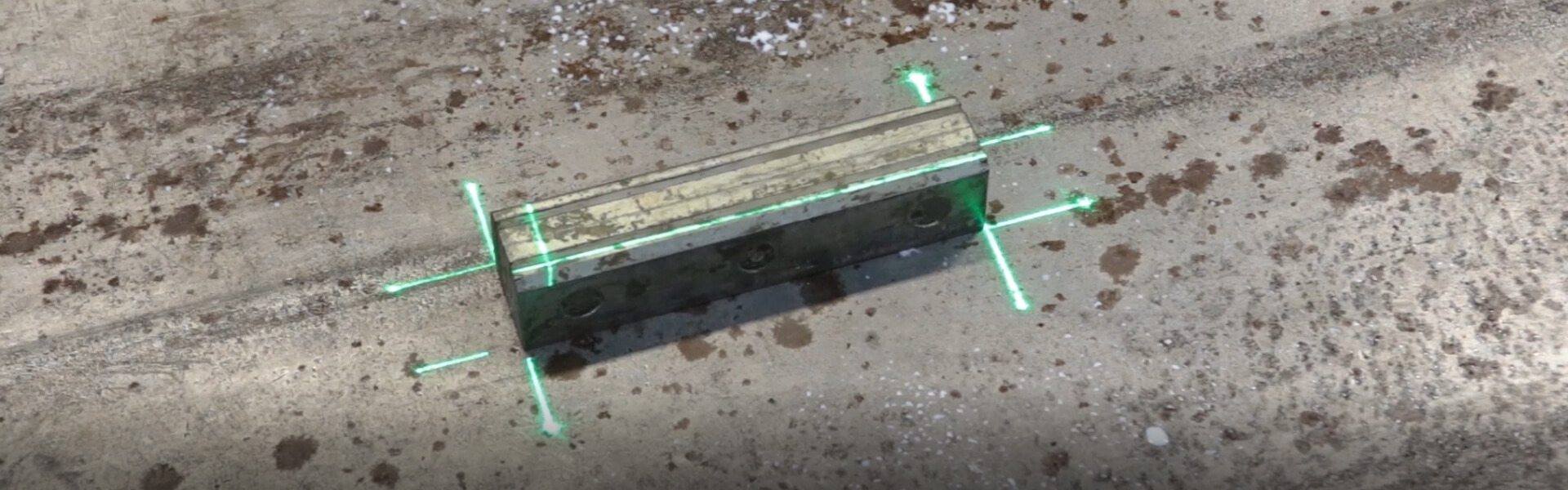
Laser projectors from LAP display true-to-scale outlines, templates, shapes, or patterns generated by CAD data. On flat, curved, or structured surfaces, they project outlines of one or several objects that have to be placed, aligned, or nested. Industrial laser projection systems generate virtual but visible templates that don't touch or soil the surface.
The laser projection system has to be calibrated before starting to work. Reference points are exactly measured positions with reflecting targets. If the tool is known to the system and positioned within the monitoring area of the supporting camera system, the calibration can be triggered and executed automatically.
Lasers as industrial projectors
Our lasers are used in various industries. They support precise alignment and positioning in production processes and control correct assembly. Lasers make your work easier. Whether in the composite, wood, or automotive industry — from small craft businesses to large-scale industries, our lasers are used in all sectors.
What our customers say
- We are convinced of the benefits of LAP's laser projection system. Production quality and efficiency have increased measurably.
- Their hardware was just phenomenal. Everything worked exactly to spec, how we wanted it to.
- The solution met all the criteria we established from the beginning.
- The number of errors related to calculations and measurements has dropped to almost zero.