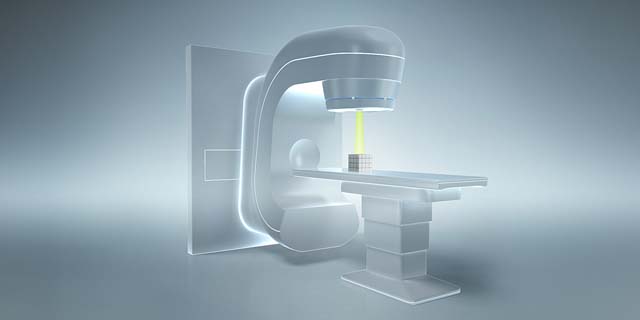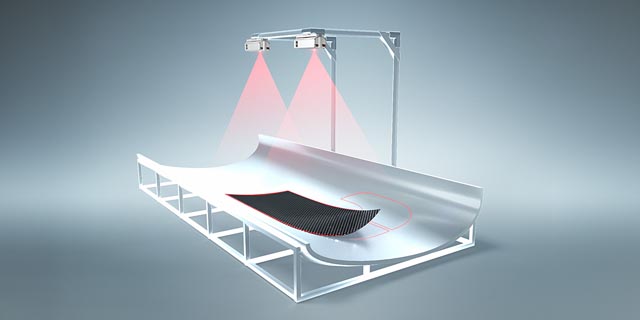



LAP is one of the world's leading suppliers of systems that increase quality and efficiency through laser projection, laser measurement, and other processes. Every year, LAP supplies 15,000 units to customers in industries as diverse as radiation therapy, steel production, and composite processing. With 300 employees at 7 locations in Europe, America, and Asia, LAP generated a turnover in 2023 of €65.9 million.
Key figures
75+
partners worldwide
250
employees
€40
million turnover in 2023
0
locations